Le Hebei ZhenXing JinYuan Wire Mesh Group est spécialisé dans la production de grillage métallique déployé en acier au carbone, offrant une gamme de produits robustes et adaptables convenant à une variété d'applications. Nos grillages métalliques en acier au carbone sont fabriqués en coupant et en étirant des tôles d'acier en forme de maille, ce qui permet d'obtenir un matériau durable et léger. Cette maille est idéale pour les clôtures, les allées, les grilles et le mobilier, et démontre sa polyvalence dans les environnements industriels et architecturaux. Disponibles en différentes épaisseurs et tailles, nos grillages peuvent être adaptés pour répondre aux exigences spécifiques de chaque projet. La conception élargie combine les avantages de la résistance et de la réduction du poids, ce qui en fait un choix pratique pour l'ingénierie et la construction. Choisissez Hebei ZhenXing JinYuan Wire Mesh Group pour une solution fiable et efficace en matière de grillage métallique déployé en acier au carbone.
Spécifications générales
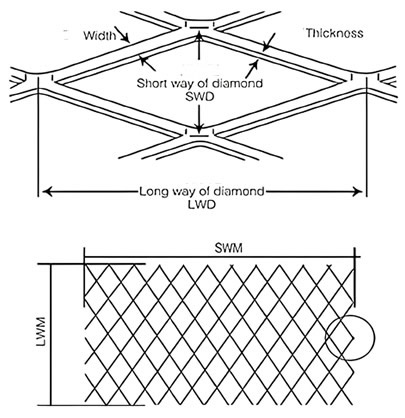
- Ouverture longitudinale (LWO) : L'ouverture longitudinale, qui varie entre 4 et 100 mm, est la mesure de l'espace entre deux brins parallèles dans la dimension la plus longue de la maille. Elle influe sur la transparence et le design de la maille.
- Ouverture courte (SWO) : Le SWO, qui varie de 2 à 40 mm, indique la distance entre deux brins parallèles dans la dimension la plus courte de la maille. Elle contribue à la conception et à la fonctionnalité globales de la maille.
- Largeur des brins : La largeur des brins, qui varie de 0,5 mm à 8 mm, correspond à l'épaisseur des brins individuels du treillis. Cette dimension est un facteur clé de la résistance et de l'aspect du filet.
- Épaisseur : L'épaisseur du matériau varie de 0,3 mm à 12 mm. Elle indique la profondeur du matériau de la maille, offrant des options pour différentes exigences de charge.
- Finition de la surface : Nous proposons de nombreuses options pour les finitions de surface, notamment les finitions anodisées, les revêtements en poudre et les finitions galvanisées. Ces finitions renforcent la durabilité et l'attrait visuel du produit.
- Long Way of Diamond (LWD) : La longueur de la voie du diamant, qui varie de 12 à 200 mm, mesure la distance diagonale entre les pointes des losanges ou des formes rhombiques de la maille. Cette dimension est cruciale pour déterminer l'aspect général et la résistance de la maille.
- Épaisseur totale : L'épaisseur totale de la maille, qui comprend les brins surélevés, varie de 0,5 mm à 40 mm. Cette caractéristique ajoute à l'effet tridimensionnel de la maille.
- Surface ouverte : Le pourcentage de surface ouverte, qui peut varier de 20% à 80%, correspond à la proportion de la maille qui est ouverte. Ce facteur permet des degrés variables de pénétration de la lumière et de circulation de l'air.
- Poids : Le poids, en fonction du matériau et des spécifications, se situe généralement entre 2kg/m2 et 10kg/m2. Il indique la lourdeur de la maille, ce qui la rend adaptée à une variété d'applications architecturales.
- Couleur : nous proposons une large gamme de couleurs, en fonction du matériau choisi et de la finition de la surface. Des couleurs personnalisées sont disponibles pour répondre aux exigences spécifiques d'un projet, offrant ainsi une polyvalence en matière de conception et d'options esthétiques.
Processus du métal déployé
Le procédé du métal déployé transforme de manière unique les feuilles de métal en mailles polyvalentes sans créer de déchets. Cette procédure efficace comprend l'avancement, le refendage, le formage et la répétition, qui sont essentiels pour créer les motifs distinctifs en forme de diamant. La maille ainsi obtenue, solide, flexible et esthétiquement attrayante, est largement utilisée dans les clôtures, les allées, les grilles et les éléments architecturaux.
- Sélection du matériau : Le processus commence par la sélection d'une feuille de métal, généralement de l'acier, de l'aluminium, de l'acier inoxydable ou d'autres métaux, en fonction de l'utilisation prévue du métal déployé.
- Avancement de la plaque métallique : La tôle est placée dans une machine spécialisée et avancée de manière à ce qu'elle dépasse légèrement la face de la matrice inférieure d'une largeur de brin, ce qui garantit une coupe et un façonnage précis.
- Refendage et étirement : la machine refend et étire simultanément la tôle à l'aide d'une matrice qui descend sur la tôle, créant des demi-diamants sur toute la longueur de la plaque. Cette étape constitue le motif de base du métal déployé.
- Formation de la maille : En coupant et en étirant le métal, la filière crée des fils et des liens interconnectés, formant une maille à la fois légère et résistante. La filière supérieure remonte ensuite et se déplace latéralement pour aligner la rangée de coupes suivante.
- Répétition du processus : La machine continue d'avancer, de fendre et d'étirer la tôle, créant ainsi un motif de diamant uniforme. Cette répétition se poursuit jusqu'à ce que la totalité de la tôle soit transformée en grillage de métal déployé.
- Finalisation du produit : Après le traitement, la tôle peut subir des étapes supplémentaires telles que l'aplatissement, le découpage ou la finition (par exemple, la peinture ou la galvanisation) en fonction de l'application.
Ce processus méticuleux transforme une simple plaque de métal en une maille structurellement solide et esthétiquement agréable, adaptée à diverses applications dans les domaines industriels et architecturaux.

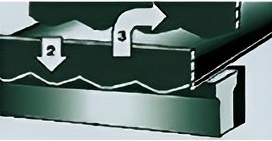

1. La plaque métallique est avancée d'une largeur de brin au-delà de la face de la matrice inférieure.
2. Le dé du haut descend, se fend et forme une rangée entière de demi-digues.
3. Le poinçon supérieur monte ensuite et se déplace d'un demi diamant vers la droite tandis que la feuille de base de la plaque avance d'une largeur de brin.
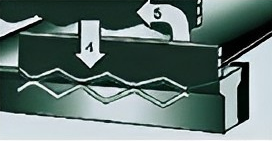
4, Le dé du haut descend à nouveau, fendant et formant une autre rangée complète de demi-carrés pour compléter une rangée de carrées complètes.
5. Le dé remonte et les étapes précédentes sont répétées en continu.
Normes internationales
Les normes internationales pour la production de métal déployé diffèrent selon les régions et les applications, garantissant la sécurité, la fiabilité et la qualité des produits. Le Hebei ZhenXing JinYuan Wire Mesh Group, fabricant de produits en métal déployé, adhère à ces normes pour se conformer au marché mondial, plusieurs normes clés étant largement reconnues.
- Normes ASTM (American Society for Testing and Materials) : L'ASTM propose un large éventail de normes applicables au métal déployé, notamment en ce qui concerne les matériaux, les tolérances dimensionnelles, les performances structurelles et les finitions. Par exemple, la norme ASTM F1267 couvre les exigences matérielles, mécaniques et métallurgiques pour le métal déployé en acier utilisé dans les clôtures, les allées et d'autres applications.
- Normes BS EN (British Standards European Norm) : En Europe, les normes BS EN sont largement suivies. Ces normes comprennent des spécifications relatives aux dimensions, à la qualité des matières premières, à la résistance et à la sécurité des produits métalliques, y compris le métal déployé.
- Normes DIN (Deutsches Institut für Normung / Institut allemand de normalisation) : Les normes DIN sont des normes nationales allemandes qui sont également reconnues au niveau international. Elles comprennent des spécifications relatives aux processus de fabrication, à la qualité et aux procédures d'essai des produits en métal déployé.
- Normes JIS (normes industrielles japonaises) : Les normes JIS sont utilisées au Japon et largement respectées en Asie. Elles couvrent un large éventail de normes industrielles, y compris celles relatives au traitement des métaux et aux produits métalliques.
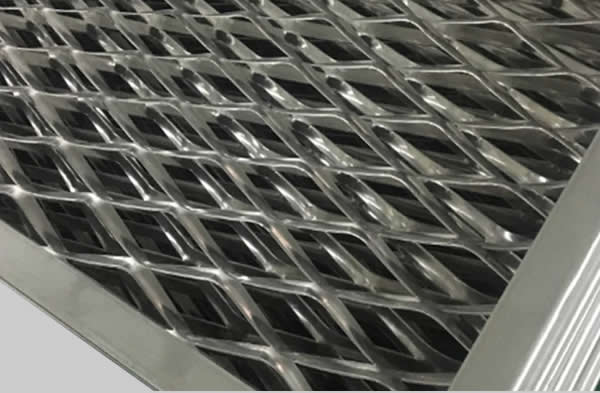
Voir les photos pour des exemples
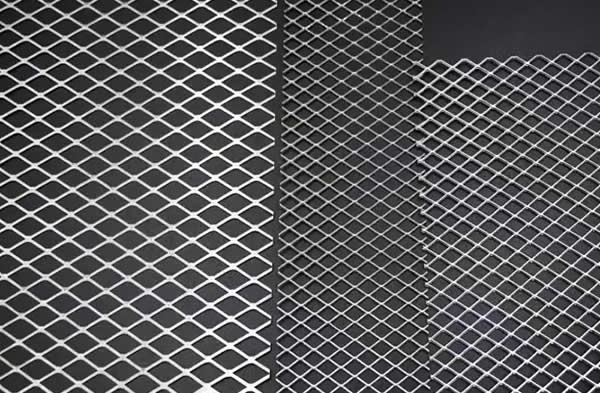
Métal déployé : Des mailles d'acier coupées et étirées pour une utilisation polyvalente, des clôtures aux meubles.
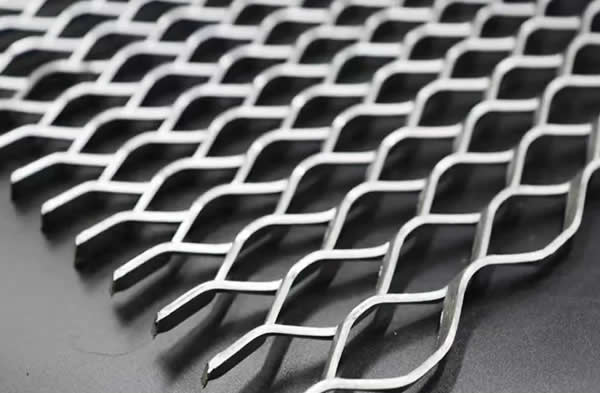
Métal déployé à usage intensif : Solide, perméable et polyvalent pour l'industrie et la construction

Tôle déployée : Maille d'acier polyvalente pour les clôtures et les applications d'ameublement
Métal déployé : idéal pour la filtration, les portes moustiquaires et les protections de fenêtres
Traitement de surface
Le traitement de surface est essentiel pour améliorer la durabilité, l'apparence et la résistance à la corrosion des grillages déployés en acier au carbone. Le choix du traitement dépend de l'utilisation prévue, de l'exposition à l'environnement, des préférences esthétiques et du budget. La galvanisation et le revêtement par poudre se distinguent par leur durabilité, ce qui les rend idéaux pour les conditions extérieures ou extrêmes. Les méthodes les plus courantes sont les suivantes :
- Galvanisation : L'un des traitements les plus courants pour les treillis en acier au carbone est la galvanisation, en particulier la galvanisation à chaud. Ce procédé consiste à immerger le treillis dans un bain de zinc en fusion. Le zinc forme une barrière protectrice qui empêche la rouille et la corrosion. Il est particulièrement utile pour les applications extérieures où le grillage est exposé aux éléments.
- Revêtement en poudre : Le revêtement par poudre applique une finition protectrice et décorative au treillis. La poudre (un mélange de particules de pigment et de résine finement broyées) est pulvérisée électrostatiquement sur la surface. Elle est ensuite durcie à chaud pour former un revêtement dur. La peinture en poudre est disponible dans une grande variété de couleurs et donne un aspect lisse et uniforme tout en offrant une protection contre la corrosion et les intempéries.
- Peinture : Bien que moins durable que la galvanisation ou le revêtement en poudre, la peinture est un autre moyen de protéger les grillages en acier au carbone. Elle constitue une barrière contre l'humidité et peut être utilisée pour améliorer l'aspect du grillage. Des peintures spéciales antirouille sont souvent utilisées pour améliorer la résistance à la corrosion.
- Enduction de PVC : L'enduction de PVC ou de plastique est une autre méthode qui consiste à appliquer une couche de chlorure de polyvinyle (PVC) sur le treillis. Ce revêtement améliore la résistance de la maille aux facteurs environnementaux et aux produits chimiques et peut également ajouter de la couleur à des fins esthétiques.